熱軋生產9948標準石油裂化用無縫鋼管有哪些基本工序
時間:2021-03-18 13:16???來源:未知 ???作者:admin???點擊:
次
熱軋生產9948標準石油裂化用無縫鋼管
有哪些基本工序,將實心管坯軋制成空心成品鋼管,無論采用什么樣的穿孔和軋管方式,生產無縫鋼管的加工過程都一樣,要經過以下幾個步驟:
1、坯料準備。包括管坯入庫、管坯檢查和表面清理、管坯切割以及管坯冷定心。
2、管坯加熱。通過環形熱爐對管坯進行加熱,管坯出爐后一般經過熱定心送往穿孔工序。
3、穿孔。穿孔是將實心管坯穿制成心毛管。毛管的內外表面質量和壁厚均勻性,都將直接影響到成品質量的好坯。所以根據產品技術條件要求,考慮可能的供坯情況,正確的選穿孔方法是很重要的。穿孔之后的管子稱為毛管。
4、軋管。軋管是將穿孔后的毛管壁厚軋薄,達到成品石油裂化用無縫鋼管所要求的熱忌諱玫均勻性,軋管是制管的主要延伸工序,它的選形,以及穿孔工序之間變形量的合理匹配,是決定機組產品質量、產量和技術經濟指標好壞的關鍵。軋管之后的管子稱為荒管。
5、定徑、減徑。定徑是毛管的最后工序,使毛管獲得成品管要求的外徑熱尺寸和精度。減徑是將大口徑石油裂化管徑縮減到要求的規格尺寸和精度,也是最后的精軋工序。為使在減徑的同時進行減壁,可令其在前后張力的作用下進行減徑,即張力減徑。通過減徑和張力減徑機一般需要對荒管進行再加熱。
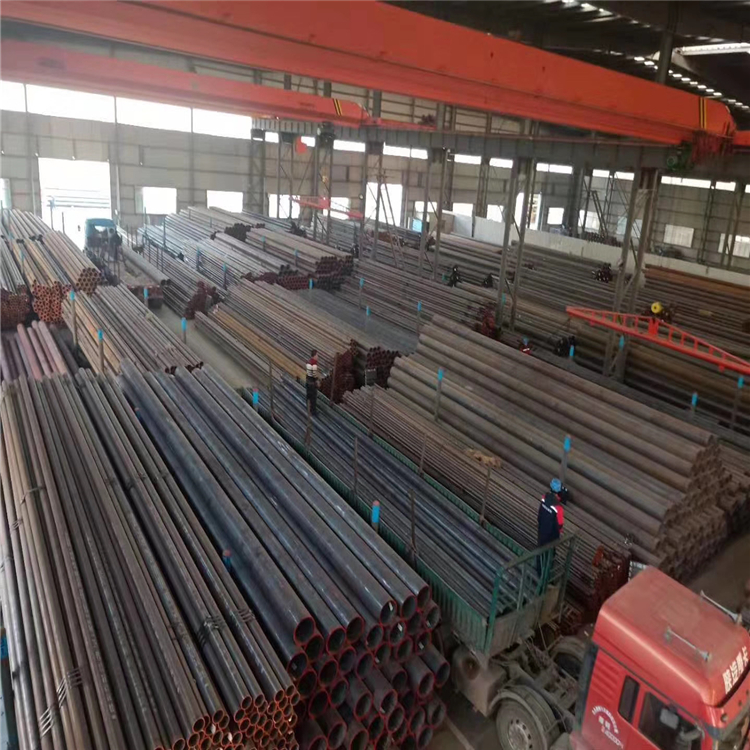
6、最后是石油裂化用無縫鋼管的精整、檢查及包裝入庫。
以過以上步驟后,一支熱軋9948石油裂化用無縫鋼管成品就算完成了。
?
上一篇:教大家如何區分Q345D無縫鋼管 ???下一篇:無縫鋼管壁厚檢測方法
?